製造オーダー引当
IFS製造オーダーには、さまざまな部品の納入保証の要件に応じて変更できる柔軟な引当管理機能があります。製造オーダーが入力されると、製造オーダーで使用する必要のある資材が識別されます。これはあくまでも一般的な引当であり、使用されている資材がどの場所にあるかを正確に示すものではありません。資材を引当するには、製造オーダーが Rリリース済み のステータスである必要があります。
製造オーダーの資材をオーダー全体にわたって自動的に引当できます。その際、引当を行う日付を指定することができます。つまり、一度にすべての資材を引当する必要はなく、特定の日付までに必要な資材を引当すればよいことになります。手持在庫検査を発注し、製造オーダーを引当するときにピッキングリストを自動的に印刷することもできます。
資材は、一度に 1 つの資材ラインに対して自動的に引当することも、一度に 1 つまたは複数の作業に対して自動的に引当することもできます。資材をそれが使用される作業にリンクすることで、資材をあまり前に引当する必要がなくなります。これは、資材が不必要に長い期間留保されないようにするための方法です。資材が作業に接続されている場合、作業が報告されたときに発行されます。
あるいは、製造オーダーの資材を手動で引当することもできます。このオプションを使用すると、在庫の場所と数量、または引当する完全な取扱単位を選択できます。
資材が引当されている製造オーダーを保留する場合、選択した保留理由によって、引当が削除されるか保持されるかが決まります。
アベイラビリティチェック
アベイラビリティチェックは、 IFS 製造管理の主要部分です。部品が在庫に入庫または出庫されるたびに、在庫数量は変化します。同様に、出庫や入庫を計画するたびに部品の在庫状況も変わります。アベイラビリティチェックは、製品のリードタイム内での利用可能バランスの推移を監視します。つまり、変更が発生するたびに、すべての製造オーダーが約束の日付に配送できるかどうかがシステムに判断されます。変更は、オーダー入力、発行、または引当のいずれかになります。部品のリードタイム内の変更のみが考慮されます。リードタイム外の部品のアベイラビリティは管理下にあると見なされるためです。各コンポーネントについて、 可用性チェック を有効にするかどうかを決定することができ、これは 在庫部品 ページの 供給と需要管理 セクションにあるアベイラビリティチェックオプションを使用して設定できます。
バッチ バランシング
製造オーダーがバッチバランスIDに関連付けられており、 バッチバランス外のロット/バッチからの引当および発行を許可する オプションが サイト/製造 ページで有効になっている場合、前のバランス製造オーダーが供給するコンポーネントの引当は、この製造オーダーから受け取ったロット/バッチ番号に限定されます。コンポーネントがロット/バッチで追跡されていない場合、このオプションは効果を持ちません。
注記:製造オーダーは、先行する製造オーダーから受け取った供給を引当することに制限されていますが、バランスID に接続れていない他の製造オーダーは、同じ資材を引当できます。
製造オーダーの資材を予約するためのオプション
製造オーダー用に資材を引当すると、その資材は他の製造オーダーには使用できず、現在の製造オーダーでも資材が不足しないようにする必要があります。資材が不足している場合は、引当されていないコンポーネントに関する情報メッセージが表示されます。不足部品が 10 個を超える場合、情報メッセージにコンポーネント番号の詳細は記載されません。
資材を自動的に引当
資材が自動的に引当される場合、指定された引当階層に従って選択された在庫場所から引当されます。引当ロジックは、製造オーダーの資材ラインで 引当/発行方法 が 引当 または 引当とバックフラッシュに設定されているすべての資材ラインに適用されます。バックフラッシュ または 手動 に設定された資材ラインは、自動引当には含まれません。
資材を手動で引当
手動で引当を行う場合、引当階層はバイパスされ、すべての利用可能な場所から資材を引当することができます。手動で資材を引当することで、必要な場所または取扱単位から資材を確実に取得できるようになります。また、製造オーダーの資材ラインで 引当/発行方法 が バックフラッシュ に設定されている資材ラインも手動で引当できます。需要よりも多くの資材を手動で引当できます。
廃棄予定
資材に対して計画的な廃棄が定義されている場合(コンポーネント廃棄または廃棄係数によって)、 引当/発行計画廃棄 オプションの値により、計画的な廃棄が自動的に引当されるかどうかが決まります。
引当取消
この機能を使用して、以前に引当した資材の引当を解除します。この機能を使用するには、製造オーダーが 引当済み のステータスである必要があります。
製造指図に対する資材の自動引当の階層
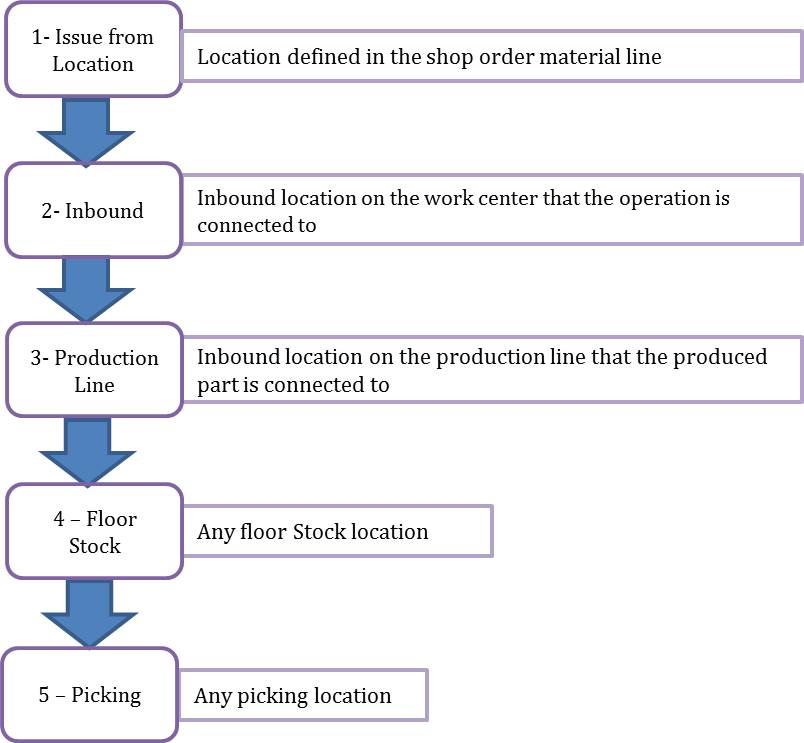
製造オーダー資材ラインが自動的に引当されると評価されると、トリガーされる明確に定義された引当階層があります。この階層には 5 つのレベルがあり、パラメーター段取に応じて、ロジックをどの程度の深さまで継続するか、また各レベルでどの場所を評価するかを決定できます。製造オーダーの資材ラインで、 引当とバックフラッシュのアベイラビリティ をクリックすると、引当階層とロジックに関連するパラメータを表示するダイアログが開きます。
1) 現地からの引当・出庫
製造オーダーの資材ラインに引当/出庫元保管場所フィールドに指定された場所がある場合、そこに資材が利用可能であれば、その場所から資材が引当されます。資材が不足しており、コンポーネントの在庫部品設定で引当/出庫元が全在庫場所または現場在庫のみに設定されている場合、処理は続行されます。すべての資材が引当済みであるか、引当/出庫元が指定保管場所のみに設定されている場合、処理はレベル1で停止します。
2) ワークセンターのインバウンド場所
資材ラインが作業に接続されている場合、評価の次のレベルはワークセンタの入庫場所です。接続された作業のワークセンタに入庫場所が定義されている場合は、それらが最初に評価されます。これは、現場在庫場所から開始し、ワークセンタで定義された場所を入庫場所としてピッキングすることによって実行されます。ワークセンタの入庫場所では、場所を共有するかどうかを決定するオプションもあります。共有されていない場合、入庫場所は階層のレベル 4 および 5 での引当およびバックフラッシュに使用できません。これは、レベル 2 のワークセンタに接続されている操作に接続されていない資材ラインにのみ影響します。資材が不足しており、ワークセンタの 外部引当/バックフラッシュ 設定が 引当許可 または 引当およびバックフラッシュ許可 に設定されている場合、処理は続行されます。すべての資材が引当済みであるか、ワークセンタの 外部引当/バックフラッシュ が バックフラッシュ許可 または 許可しないに設定されている場合、処理はレベル2で停止します。資材ラインが作業に接続されていない場合、このレベルは評価されません。
3) 生産ラインのインバウンド場所
製造オーダーで製造された部品が生産活動イベントラインに接続されている場合、評価する次のレベルは生産活動イベントラインの入庫場所です。接続された生産活動イベントラインに入庫場所が定義されている場合は、それらが評価されます。生産活動イベントライン タイプの入庫場所のみ設定できます。これは、階層内で生産活動イベントラインの場所が評価される唯一のタイミングです。入庫場所で資材が不足しており、生産ラインの 外部引当/バックフラッシュ 設定が 引当許可 または 引当およびバックフラッシュ許可 に設定されている場合、処理は続行されます。すべての資材が引当済みであるか、生産ラインの 外部引当/バックフラッシュ が バックフラッシュ許可 または 許可しない に設定されている場合、処理はレベル3で停止します。製造された部品が生産活動イベントラインに接続されていない場合、このレベルは評価されません。
4) 現場在庫場所
まだ評価されていない現場在庫場所がある場合は、このステップで評価されます。現場在庫場所で 共有場所 のフラグが無効になっている場合、自動引当は階層レベル4でその場所から引当できません。利用可能な資材が不足しており、コンポーネントの在庫部品の 引当/発行元 が すべての場所に設定されている場合、処理は続行されます。すべての資材が引当済みであるか、コンポーネントの在庫部品の 引当/発行元 が 指定された場所のみ または 現場在庫のみに設定されている場合、処理はこのレベルで停止します。
5) ピッキング場所
まだ評価されていないピッキング場所がある場合は、このステップで評価されます。ピッキング場所で 共有場所 のフラグが無効になっている場合、自動引当は階層レベル5でその場所から引当できません。ロジックはこのレベルで停止します。